Como ya se hablo anterior mente la uniones fijas son todas aquellas en las que para su se paracion uno de los elementos unidos sufre daño.
En general se las puede clasificar por su disposicion y por su metodo de union.
DISPOSICION:
Podemos encontrarlas por ejemplo por:
Solape:consiste en montar el borde de una pieza sobre otra
Solape con escalonamiento: es igual que en la anterior solo que en una pieza se realiza un escalon para que al unirlas queden al mismo nivel.
A tope: las dos piezas enfrentadas
Cubrejunta: es una union a tope solo que las dos piezas se unen a una tercera en vez de entre ellas y esta tapa la union de las dos anteriores
Bridas: no se suele utilizar en piezas planas y consiste en una pieza que cubre las dos a unir.
METODO:
Podemos encontrar dos metodos: pegadas y soldadas
Pegadas: se consideraran fijas siempre que el elemento de union tambien sea estructural como en el caso de las lun as cuyo pegamento se considera estrucutural porke da mas rijidez a la carroceria.
Soldadas: las uniones soldadas se pueden realizar de diversos tipos , existen dos tipos de soldadura segun el tipo de corriente:arco electrico( CC (corriente continua)directa o inversa y CA(corriente alterna)) , por oxigeno y por puntos de resistencia.
Las de arco electrico se pueden realizar homogeneas(sin aporte de material) y heterogeneas(con aporte de material).
Tambien depende de el tipo de gas protector (activo o inerte)que se utilice con cada una de ellas.
La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
La soldadura MIG/MAG es intrinsecamente mas productiva que la soldadura MMA donde se pierde productividad cada vez que se produce una parada para reponer el electrodo consumido. El uso de hilos solidos e hilos tubulares han aumentado la eficiencia de este tipo de soldadura hasta el 80%-95%.
La soldadura MIG/MAG es un proceso versatil, pudiendo depositar el metal a una gran velocidad y en todas las posiciones, este procedimiento es muy utilizado en espesores pequeños y medios en estructuras de acero y aleaciones de aluminio, especialmente donde se requiere una gran trabajo manual.
SMAW:
La característica más importante de la soldadura con electrodos revestidos, en inglés Shield Metal Arc Welding (SMAW) o Manual Metal Arc Welding (MMAW), es que el arco eléctrico se produce entre la pieza y un electrodo metálico recubierto. El recubrimiento protege el interior del electrodo hasta el momento de la fusión. Con el calor del arco, el extremo del electrodo funde y se quema el recubrimiento, de modo que se obtiene la atmósfera adecuada para que se produzca la transferencia de metal fundido desde el núcleo del electrodo hasta el baño de fusión en el material base. Además los aceros AWS en soldadura sirven para soldaduras de baja resistencia y muy fuertes. Estas gotas de metal fundido caen recubiertas de escoria fundida procedente de la fusión del recubrimiento del arco. La escoria flota en la superficie y forma, por encima del cordón de soldadura, una capa protectora del metal fundido.
Como son los propios electrodos los que aportan el flujo de metal fundido, será necesario reponerlos cuando se desgasten. Los electrodos están compuestos de dos piezas: el alma y el revestimiento.
El alma o varilla es alambre (de diámetro original 5.5 mm) que se comercializa en rollos continuos. Tras obtener el material, el fabricante lo decapa mecánicamente (a fin de eliminar el óxido y aumentar la pureza) y posteriormente lo trefila para reducir su diámetro.
El revestimiento se produce mediante la combinación de una gran variedad de elementos (minerales varios, celulosa, mármol, aleaciones, etc.) convenientemente seleccionados y probados por los fabricantes, que mantienen el proceso, cantidades y dosificaciones en riguroso secreto.
La composición y clasificación de cada tipo de electrodo está regulada por AWS (American Welding Society), organismo de referencia mundial en el ámbito de la soldadura.
Este tipo de soldaduras pueden ser efectuados bajo corriente tanto continua como alterna. En corriente continua el arco es más estable y fácil de encender y las salpicaduras son poco frecuentes; en cambio, el método es poco eficaz con soldaduras de piezas gruesas. La corriente alterna posibilita el uso de electrodos de mayor diámetro, con lo que el rendimiento a mayor escala también aumenta. En cualquier caso, las intensidades de corriente oscilan entre 10 y 500 amperios.
El factor principal que hace de este proceso de soldadura un método tan útil es su simplicidad y, por tanto, su bajo precio. A pesar de la gran variedad de procesos de soldadura disponibles, la soldadura con electrodo revestido no ha sido desplazada del mercado. La sencillez hace de ella un procedimiento práctico; todo lo que necesita un soldador para trabajar es una fuente de alimentación, cables, un portaelectrodo y electrodos. El soldador no tiene que estar junto a la fuente y no hay necesidad de utilizar gases comprimidos como protección. El procedimiento es excelente para trabajos, reparación, fabricación y construcción. Además, la soldadura SMAW es muy versátil. Su campo de aplicaciones es enorme: casi todos los trabajos de pequeña y mediana soldadura de taller se efectúan con electrodo revestido; se puede soldar metal de casi cualquier espesor y se pueden hacer uniones de cualquier tipo.
Sin embargo, el procedimiento de soldadura con electrodo revestido no se presta para su automatización o semiautomatización; su aplicación es esencialmente manual. La longitud de los electrodos es relativamente corta: de 230 a 700 mm. Por tanto, es un proceso principalmente para soldadura a pequeña escala. El soldador tiene que interrumpir el trabajo a intervalos regulares para cambiar el electrodo y debe limpiar el punto de inicio antes de empezar a usar electrodo nuevo. Sin embargo, aun con todo este tiempo muerto y de preparación, un soldador eficiente puede ser muy productivo.
TIG:
La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.
Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
De todas formas, hoy en día se está generalizando el uso de la soldadura TIG sobre todo en aceros inoxidables y especiales ya que a pesar del mayor coste de ésta soldadura, debido al acabado obtenido. En nuestros días, las exigencias tecnológicas en cuanto a calidad y confiabilidad de las uniones soldadas, obligan a adoptar nuevos sistemas, destacándose entre ellos la soldadura al Arco con Electrodo de Tungsteno y Protección Gaseosa (TIG).
El sistema TIG es un sistema de soldadura al arco con protección gaseosa, que utiliza el intenso calor de un arco eléctrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede o no utilizarse metal de aporte.
Se utiliza gas de protección cuyo objetivo es desplazar el aire, para eliminar la posibilidad de contaminación de la soldadura por el oxígeno y nitrógeno presente en la atmósfera
La característica más importante que ofrece este sistema es entregar alta calidad de soldadura en todos los metales, incluyendo aquellos difíciles de soldar, como también para soldar metales de espesores delgados y para depositar cordones de raíz en unión de cañerías.
Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando se necesita alta calidad y mayores requerimientos de terminación, es necesario utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente liso.
La soldadura por puntos es un método de soldadura por resistencia que se basa en presión y temperatura, en el que se calienta una parte de las piezas a soldar por corriente eléctrica a temperaturas próximas a la fusión y se ejerce una presión entre las mismas. Generalmente se destina a la soldadura de chapas o láminas metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor.
El soldeo por puntos es el más común y simple de los procedimientos de soldadura por resistencia. Los materiales bases se deben disponer solapados entre electrodos, que se encargan de aplicar secuencialmente la presión y la corriente correspondiente al ciclo produciendo uno o varios puntos de soldadura.

viernes, 22 de febrero de 2013
miércoles, 13 de febrero de 2013

martes, 12 de febrero de 2013
Aluminio. Uso en el automóvil
OBTENCION DEL ALUMINIO
Hasta hace unos años, únicamente vehículos de cierta exclusividad, como los modelos de Ferrari, Honda NSX o el Jaguar XJ 220 montaban este tipo de carrocerías, en la última década el aluminio se ha incorporado a los elementos de la carrocería de forma predominante.
El aluminio, es el metal más utilizado en la fabricación de automóviles actuales después del acero.
Vehículos fabricados en grandes series como el Audi A8, Audi A2, el BMW Serie 5 y el Renault Vel-Satis, son ejemplo de estructuras total o parcialmente construidas en este material.
Desde el año 2000, se comenzó a incorporar de forma generalizada piezas exteriores de este material en; capós, aletas, paneles de puerta e incluso techos.
SUS CARACTERISTICAS EN AUTOMOCION
Ligereza:
El peso especifico es de, la tercera parte del peso del acero, lo que puede llegar a suponer una disminución del 40% del peso total de la carrocería. Así, disminuye el consumo de combustible aproximadamente en 0’5 litros cada 100 Km y cada 10% de disminución en peso. Por lo tanto, también se producirá una reducción directa de las emisiones contaminantes (CO2 – Dióxido de carbono) a la atmósfera.
Seguridad:
Los vehículos se diseñan con un habitáculo suficientemente rígido, en combinación con zonas de deformación programada, tanto en la parte frontal como en la posterior. En estos dos aspectos donde el aluminio tiene un comportamiento excelente, ya que las carrocerías de este material suelen ser mucho más rígidas que las de acero, además de permitir crear perfiles y elementos de deformación capaces de disipar gran parte de la energía de un impacto.
Por ello, aunque la carrocería de algunos vehículos sea de acero, montan como absorbedores de impacto o almas de paragolpes elementos de aluminio.
La mejora de la seguridad en los vehículos de aluminio también se debe a la menor energía de choque producida, debida, a la menor energía cinética que habrá que disipar en caso de impacto.
Desde el punto de vista de la seguridad activa, la capacidad de respuesta de los vehículos construidos en este material, con motores más pequeños, es mayor, mejorando la relación peso-potencia. Además, como la masa a detener en una frenada de emergencia es menor, aumenta la efectividad de los sistemas de frenado, aumentando la velocidad de paso en curvas al disminuir la masa y, por lo tanto, la fuerza centrífuga generada.
La rigidez (a torsión y flexión) de la carrocería es mayor, favoreciendo así la respuesta del vehículo y su seguridad activa.

Carrocería y chasis de aluminio - Audi R8
Su facilidad para ser reciclado lo hace más atractivo para los constructores, puesto que en el proceso de reciclado con escasos aportes de energía, se mantiene la calidad del material extraído por este procedimiento, generando un ahorro importante comparado con la extracción del aluminio primario: (Bauxita).
Protección contra la corrosión:
La facilidad de reacción del aluminio con el oxígeno hace que se recubra con una capa de oxido (Alúmina), que protege al material contra la oxidación, de forma natural.
Sin embargo, su uso no puede combinarse con materiales de diferente potencial electroquímico sin las debidas precauciones, pues se originan procesos de corrosión galvánica con la consiguiente destrucción del aluminio. Por ello se a de evitar el contacto entre el aluminio y el acero, usando diferentes recubrimientos o adhesivos de baja conductividad eléctrica, para evitar en todo momento, este problema.
La conformabilidad del aluminio es notablemente mejor y más fácil de lograr que la del acero, mediante los sistemas de embutición, extrusionado, forja, fundición, mecanizado y laminado, todo ello con menores gastos energeticos.
Extrusión:
Esta técnica consiste en hacer pasar un disco o pastilla de aluminio por un hueco calibrado, con la ayuda de un punzón o embolo ajustando su geometría de manera progresiva como barras o tubos y perfiles.
Embutición:
La técnica consiste en la configuración de una forma plana para transformarla en un hueco con superficie no desarrollable mediante la acción combinada de un conjunto punzón-embutidor y matriz-embutidora.
Forja:
Consiste en el moldeo de un material a través de una compresión, hasta conseguir la forma deseada.
Este procedimiento se hace mediante diferentes técnicas, como la fundición en coquilla, en arena, o de forma inyectada, la colada o el material fundido es introducido en un molde. Tras su enfriamiento, adquiere la geometría final deseada.
Mecanizado:
En el mecanizado, la forma de la pieza es aportada mediante una herramienta de corte (fresa o cuchilla), la cual está fija o en movimiento respecto a las piezas, según el procedimiento de mecanizado empleado.
Laminación:
Técnica consistente en modificar la sección de una pieza, con fuerzas de compresión generadas al pasar el material por cilindros rotativos, que giran a igual velocidad tangencial.
De esta manera se obtienen laminas o chapas de diferentes espesores, que servirán como producto preformado para otras aplicaciones como las operaciones de estampación o embutición.
Generalmente, tras finalizar el proceso de laminación, las chapas son endurecidas mediante un proceso térmico, denominado termofraguado, donde las piezas son calentadas a una temperatura en torno a 200º C, durante 30 minutos. De esta manera, se mejora el limite elástico y la resistencia a la tracción.
Soldadura
Los procedimientos de soldeo en aluminio pueden ser al arco eléctrico, bajo atmósfera inerte que puede ser argón, helio, por puntos o por fricción.
En el momento de ejecutar una soldadura la limpieza de las piezas es esencial. La suciedad, aceites, restos de grasas, humedad y óxidos deben ser eliminados previamente, bien sea por medios mecánicos o químicos. Los métodos de limpieza químicos requieren equipos costosos para el tratamiento superficial y no se pueden usar siempre por esta razón.
El gas inerte que más se utiliza en la soldadura normal en los talleres es el argón puro, puesto que es mucho más económico y requiere menor flujo de gas. El helio se usa sólo cuando se exige mayor penetración.
Para mantener libre de humos y gases la zona de soldadura, es aconsejable la instalación de extractores de humos y gases. La intensidad del arco es mucho mayor que en la soldadura de acero y bajo ningún concepto se debe mirar al arco sin una máscara de protección adecuada
Soldadura de aluminio por fricción
La soldadura por fricción es un proceso de penetración completa en fase sólida, que se utiliza para unir chapas de metal, principalmente de aluminio, sin alcanzar su punto de fusión. El método está basado en el principio de obtener temperaturas suficientemente altas para forjar dos componentes de aluminio, utilizando una herramienta giratoria que se desplaza a lo largo de una unión a tope. Al enfriarse deja una unión en fase sólida entre las dos piezas. La soldadura por fricción, puede ser utilizada para unir chapas de aluminio sin material de aportación. Se consiguen soldaduras de alta calidad e integridad con muy baja distorsión, en muchos tipos de aleaciones de aluminio, incluso aquellas consideradas de difícil soldadura por métodos de fusión convencionales.
El aluminio es un material muy versatil pero a la vez caro de obtener y debido a las mejoras que se han hecho en los acero para igualar sus propiedades seguira estando como un material "de lujo para los automobiles" ya que el acero es mas barato y facil de reparar.
El aluminio es un metal no ferroso, y es el más abundante de los
metales, constituyendo cerca del 8% de la corteza terrestre.
Sus propiedades han permitido que sea uno de los metales
más utilizados en la actualidad. Es de color blanco y es el más
ligero de los metales producidos a gran escala.
La alúmina, que es extraída de la bauxita y mezclada con la
criolita es la fuente del aluminio. El aluminio puro es demasiado
blando, debidamente aleado se obtienen resistencias
comparables al acero, por lo cual es útil para toda industria,
desde la construcción, decoración, minería, iluminación hasta
la industria aeronáutica.
El aluminio es el único metal que proporciona dureza con bajo
peso, es sumamente fácil de pulir, tenaz, dúctil y maleable,
posee una gran resistencia a la corrosión y alta conductividad
térmica y eléctrica, teniendo la mejor relación benefi cios - costo
que cualquier otro metal común.
El aluminio brinda a los ingenieros, arquitectos, diseñadores,
etc., la posibilidad de desarrollar una gran variedad de diseños,
ya sea con el uso de perfi les estándares o a través del desarrollo
de perfi les personalizados.
1. Propiedades Físicas
1.1 Color
Es un metal blanco, con una alta refl ectividad de la luz y el calor.
1.2 Densidad
La ligereza de la masa (peso) del aluminio es una de las
propiedades más conocidas que este metal posee.
Un centímetro cúbico de aluminio puede tener una masa de
aproximadamente 2,699 g, comparado con los 7,85 g del acero
y 8,46 g del cobre. Su peso es casi un tercio del acero.
Esta ventaja ha permitido el desarrollo de muchas industrias
como la aeronáutica y el transporte, además de facilitar
la manipulación de los perfi les, reduciendo los costos de
transporte y mano de obra.
1.3 Conductividad Eléctrica
Aparte del cobre, el aluminio es el único metal común que
posee una alta conductividad como para ser usado como
conductor eléctrico.
Su conductividad puede llegar a representar el 63,8% de la del
cobre (en la aleación 6063 llega al 54%), sin embargo con igual
masa de base, el aluminio dobla la capacidad conductiva del
cobre. Para una misma capacidad de conducción eléctrica, un
conductor de aluminio puede tener la mitad de la masa, que la que
podría tener la sección transversal de un conductor de cobre.
1.4 Conductividad Térmica
El aluminio tiene una alta conductividad térmica, que sólo
es superada por el cobre, siendo además cuatro veces más
grande que la conductibilidad del acero. Su temperatura de
fusión es de 660,2 °C.
Por ello ofrece grandes ventajas al ser usado en utensilios de
cocina, industria química, aire acondicionado, disipadores de
calor entre otras industrias.
1.5 Reflectividad
El aluminio es muy refl ectivo en la luz y con la radiación solar,
más que ningún otro metal corriente. La refl ectividad varía de
acuerdo al grado de energía o las condiciones superfi ciales del
metal, siendo la más alta del 75% en un rango de rayos ultra
violeta, 85% en el rango de luz visible y sobre un máximo del
95% en el rango de radiación infrarroja.
1.6 Resistencia a la Corrosión
Se debe a la formación espontánea de una película muy
delgada de óxido de aluminio que es insoluble en agua, la cual
la protege del medio ambiente y la corrosión, tanto en forma
de metal puro como cuando forma aleaciones, la cual le da las
mismas ventajas que el acero inoxidable y lo hace verse muy
bien en comparación con el acero.
Una característica de esta capa, es que si es removido por
algún medio mecánico, se formará una nueva capa protectora
de óxido.
1.7 No es Tóxico
El aluminio y sus derivados son eternamente no tóxicos. En
efecto una prueba de ello es que está presente en los utensilios
de cocina, envases industriales, etc. los que no producen
efectos nocivos.
1.8 Apariencia
El aluminio es uno de los metales blancos que posee brillo
natural de apariencia atractiva, siendo muy utilizado por
arquitectos y diseñadores. Sin embargo adicionalmente a
sus condiciones naturales, se le puede dar diversos tipos
de acabado de textura y color, que se caracterizan por su
resistencia al paso del tiempo.
metales, constituyendo cerca del 8% de la corteza terrestre.
Sus propiedades han permitido que sea uno de los metales
más utilizados en la actualidad. Es de color blanco y es el más
ligero de los metales producidos a gran escala.
La alúmina, que es extraída de la bauxita y mezclada con la
criolita es la fuente del aluminio. El aluminio puro es demasiado
blando, debidamente aleado se obtienen resistencias
comparables al acero, por lo cual es útil para toda industria,
desde la construcción, decoración, minería, iluminación hasta
la industria aeronáutica.
El aluminio es el único metal que proporciona dureza con bajo
peso, es sumamente fácil de pulir, tenaz, dúctil y maleable,
posee una gran resistencia a la corrosión y alta conductividad
térmica y eléctrica, teniendo la mejor relación benefi cios - costo
que cualquier otro metal común.
El aluminio brinda a los ingenieros, arquitectos, diseñadores,
etc., la posibilidad de desarrollar una gran variedad de diseños,
ya sea con el uso de perfi les estándares o a través del desarrollo
de perfi les personalizados.
1. Propiedades Físicas
1.1 Color
Es un metal blanco, con una alta refl ectividad de la luz y el calor.
1.2 Densidad
La ligereza de la masa (peso) del aluminio es una de las
propiedades más conocidas que este metal posee.
Un centímetro cúbico de aluminio puede tener una masa de
aproximadamente 2,699 g, comparado con los 7,85 g del acero
y 8,46 g del cobre. Su peso es casi un tercio del acero.
Esta ventaja ha permitido el desarrollo de muchas industrias
como la aeronáutica y el transporte, además de facilitar
la manipulación de los perfi les, reduciendo los costos de
transporte y mano de obra.
1.3 Conductividad Eléctrica
Aparte del cobre, el aluminio es el único metal común que
posee una alta conductividad como para ser usado como
conductor eléctrico.
Su conductividad puede llegar a representar el 63,8% de la del
cobre (en la aleación 6063 llega al 54%), sin embargo con igual
masa de base, el aluminio dobla la capacidad conductiva del
cobre. Para una misma capacidad de conducción eléctrica, un
conductor de aluminio puede tener la mitad de la masa, que la que
podría tener la sección transversal de un conductor de cobre.
1.4 Conductividad Térmica
El aluminio tiene una alta conductividad térmica, que sólo
es superada por el cobre, siendo además cuatro veces más
grande que la conductibilidad del acero. Su temperatura de
fusión es de 660,2 °C.
Por ello ofrece grandes ventajas al ser usado en utensilios de
cocina, industria química, aire acondicionado, disipadores de
calor entre otras industrias.
1.5 Reflectividad
El aluminio es muy refl ectivo en la luz y con la radiación solar,
más que ningún otro metal corriente. La refl ectividad varía de
acuerdo al grado de energía o las condiciones superfi ciales del
metal, siendo la más alta del 75% en un rango de rayos ultra
violeta, 85% en el rango de luz visible y sobre un máximo del
95% en el rango de radiación infrarroja.
1.6 Resistencia a la Corrosión
Se debe a la formación espontánea de una película muy
delgada de óxido de aluminio que es insoluble en agua, la cual
la protege del medio ambiente y la corrosión, tanto en forma
de metal puro como cuando forma aleaciones, la cual le da las
mismas ventajas que el acero inoxidable y lo hace verse muy
bien en comparación con el acero.
Una característica de esta capa, es que si es removido por
algún medio mecánico, se formará una nueva capa protectora
de óxido.
1.7 No es Tóxico
El aluminio y sus derivados son eternamente no tóxicos. En
efecto una prueba de ello es que está presente en los utensilios
de cocina, envases industriales, etc. los que no producen
efectos nocivos.
1.8 Apariencia
El aluminio es uno de los metales blancos que posee brillo
natural de apariencia atractiva, siendo muy utilizado por
arquitectos y diseñadores. Sin embargo adicionalmente a
sus condiciones naturales, se le puede dar diversos tipos
de acabado de textura y color, que se caracterizan por su
resistencia al paso del tiempo.
Generalidades técnicas del aluminio
6. Aleaciones de Aluminio
El aluminio puro es relativamente débil, por ello se han
desarrollado diversa aleaciones con diversos metales como
el cobre, magnesio, manganeso y zinc, por lo general, en
combinaciones de dos o más de estos elementos junto con
fi erro y silicio, obteniéndose una infi nidad de aleaciones para
una gran variedad de aplicaciones incluso con características
superiores al acero. La Aluminium Association Inc.- AAI, ha
clasifi cado las aleaciones de aluminio mediante la siguiente
nomenclatura:
6. Aleaciones de Aluminio
El aluminio puro es relativamente débil, por ello se han
desarrollado diversa aleaciones con diversos metales como
el cobre, magnesio, manganeso y zinc, por lo general, en
combinaciones de dos o más de estos elementos junto con
fi erro y silicio, obteniéndose una infi nidad de aleaciones para
una gran variedad de aplicaciones incluso con características
superiores al acero. La Aluminium Association Inc.- AAI, ha
clasifi cado las aleaciones de aluminio mediante la siguiente
nomenclatura:
Serie 1000: Aluminio con un mínimo de pureza de 99%
Serie 2000: Aleado con Cobre
Serie 3000: Aleado con Manganeso
Serie 4000: Aleado con Silicio
Serie 5000: Aleado con Magnesio
Serie 6000: Aleado con Silicio - Magnesio
Serie 7000: Aleado con Zinc.
Serie Características
Serie 1000 . Alta resistencia a la corrosión
. No tóxico
. Excelente acabado
. Excelente maleabilidad
. Alta conductividad eléctrica y térmica
. Excelente reflectividad
Serie 2000 . Alta resistencia mecánica
. Alta resistencia a la corrosión
. Buena maquinabilidad
Serie 3000 . Buena resistencia mecánica
. Alta resistencia a la corrosión
. Buena maleabilidad
Características de las Aleaciones
Serie 4000 . Alta resistencia al calor
Serie 5000 . Buena resistencia mecánica
. Alta resistencia a la corrosión,
especialmente al agua de mar
. Muy buena soldabilidad
Serie 6000 . Buena resistencia mecánica
. Buena resistencia a la corrosión
. Buena maquinabilidad
. Buena soldabilidad
Serie 7000 . Alta resistencia mecánica
. Buena maquinabilidad
Serie 2000: Aleado con Cobre
Serie 3000: Aleado con Manganeso
Serie 4000: Aleado con Silicio
Serie 5000: Aleado con Magnesio
Serie 6000: Aleado con Silicio - Magnesio
Serie 7000: Aleado con Zinc.
Serie Características
Serie 1000 . Alta resistencia a la corrosión
. No tóxico
. Excelente acabado
. Excelente maleabilidad
. Alta conductividad eléctrica y térmica
. Excelente reflectividad
Serie 2000 . Alta resistencia mecánica
. Alta resistencia a la corrosión
. Buena maquinabilidad
Serie 3000 . Buena resistencia mecánica
. Alta resistencia a la corrosión
. Buena maleabilidad
Características de las Aleaciones
Serie 4000 . Alta resistencia al calor
Serie 5000 . Buena resistencia mecánica
. Alta resistencia a la corrosión,
especialmente al agua de mar
. Muy buena soldabilidad
Serie 6000 . Buena resistencia mecánica
. Buena resistencia a la corrosión
. Buena maquinabilidad
. Buena soldabilidad
Serie 7000 . Alta resistencia mecánica
. Buena maquinabilidad
EN EL VEHICULO
El primer vehículo fabricado íntegramente en aluminio y verdaderamente significativo en la historia del automóvil, es el Panhard Dyna de 1953 y que empezó su producción a partir de 1954.
Aunque el aluminio en la fabricación de automóviles tiene su origen en el empleo para desarrollar diferentes elementos mecánicos, su uso más generalizado se centraba en la fabricación de bloques de motor, culatas, elementos de refrigeración, etc., por sus buenas cualidades para la evacuación de calor de dichos elementos y fácil mecanización.
Aunque el aluminio en la fabricación de automóviles tiene su origen en el empleo para desarrollar diferentes elementos mecánicos, su uso más generalizado se centraba en la fabricación de bloques de motor, culatas, elementos de refrigeración, etc., por sus buenas cualidades para la evacuación de calor de dichos elementos y fácil mecanización.
La firma Rover, influenciada por la crisis económica provocada por la segunda guerra mundial y por el excedente de aluminio, después de la contienda se vio obligada a utilizar este material en sus vehículos.
En los últimos años, su aplicación se a generalizado, gracias a su escaso peso y a su elevada rigidez, éste material, es capaz de mejorar su comportamiento, logrando excelentes relacionales peso-potencia y mejorando notablemente el comportamiento dinámico.
En los últimos años, su aplicación se a generalizado, gracias a su escaso peso y a su elevada rigidez, éste material, es capaz de mejorar su comportamiento, logrando excelentes relacionales peso-potencia y mejorando notablemente el comportamiento dinámico.
El aluminio, es el metal más utilizado en la fabricación de automóviles actuales después del acero.
Vehículos fabricados en grandes series como el Audi A8, Audi A2, el BMW Serie 5 y el Renault Vel-Satis, son ejemplo de estructuras total o parcialmente construidas en este material.
Desde el año 2000, se comenzó a incorporar de forma generalizada piezas exteriores de este material en; capós, aletas, paneles de puerta e incluso techos.
SUS CARACTERISTICAS EN AUTOMOCION
Ligereza:
El peso especifico es de, la tercera parte del peso del acero, lo que puede llegar a suponer una disminución del 40% del peso total de la carrocería. Así, disminuye el consumo de combustible aproximadamente en 0’5 litros cada 100 Km y cada 10% de disminución en peso. Por lo tanto, también se producirá una reducción directa de las emisiones contaminantes (CO2 – Dióxido de carbono) a la atmósfera.
Seguridad:
Los vehículos se diseñan con un habitáculo suficientemente rígido, en combinación con zonas de deformación programada, tanto en la parte frontal como en la posterior. En estos dos aspectos donde el aluminio tiene un comportamiento excelente, ya que las carrocerías de este material suelen ser mucho más rígidas que las de acero, además de permitir crear perfiles y elementos de deformación capaces de disipar gran parte de la energía de un impacto.
Por ello, aunque la carrocería de algunos vehículos sea de acero, montan como absorbedores de impacto o almas de paragolpes elementos de aluminio.
La mejora de la seguridad en los vehículos de aluminio también se debe a la menor energía de choque producida, debida, a la menor energía cinética que habrá que disipar en caso de impacto.
Desde el punto de vista de la seguridad activa, la capacidad de respuesta de los vehículos construidos en este material, con motores más pequeños, es mayor, mejorando la relación peso-potencia. Además, como la masa a detener en una frenada de emergencia es menor, aumenta la efectividad de los sistemas de frenado, aumentando la velocidad de paso en curvas al disminuir la masa y, por lo tanto, la fuerza centrífuga generada.
La rigidez (a torsión y flexión) de la carrocería es mayor, favoreciendo así la respuesta del vehículo y su seguridad activa.
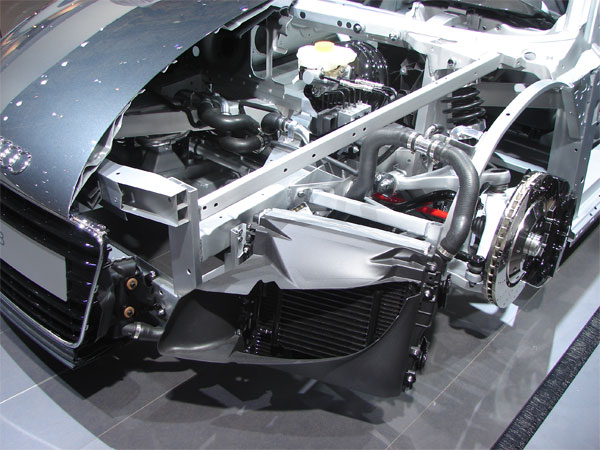
Carrocería y chasis de aluminio - Audi R8
Reciclabilidad del aluminio:
Su facilidad para ser reciclado lo hace más atractivo para los constructores, puesto que en el proceso de reciclado con escasos aportes de energía, se mantiene la calidad del material extraído por este procedimiento, generando un ahorro importante comparado con la extracción del aluminio primario: (Bauxita).
Protección contra la corrosión:
La facilidad de reacción del aluminio con el oxígeno hace que se recubra con una capa de oxido (Alúmina), que protege al material contra la oxidación, de forma natural.
Sin embargo, su uso no puede combinarse con materiales de diferente potencial electroquímico sin las debidas precauciones, pues se originan procesos de corrosión galvánica con la consiguiente destrucción del aluminio. Por ello se a de evitar el contacto entre el aluminio y el acero, usando diferentes recubrimientos o adhesivos de baja conductividad eléctrica, para evitar en todo momento, este problema.
Capacidad de conformación:
La conformabilidad del aluminio es notablemente mejor y más fácil de lograr que la del acero, mediante los sistemas de embutición, extrusionado, forja, fundición, mecanizado y laminado, todo ello con menores gastos energeticos.
Extrusión:
Esta técnica consiste en hacer pasar un disco o pastilla de aluminio por un hueco calibrado, con la ayuda de un punzón o embolo ajustando su geometría de manera progresiva como barras o tubos y perfiles.
Embutición:
La técnica consiste en la configuración de una forma plana para transformarla en un hueco con superficie no desarrollable mediante la acción combinada de un conjunto punzón-embutidor y matriz-embutidora.
Forja:
Consiste en el moldeo de un material a través de una compresión, hasta conseguir la forma deseada.
Fundición:
Este procedimiento se hace mediante diferentes técnicas, como la fundición en coquilla, en arena, o de forma inyectada, la colada o el material fundido es introducido en un molde. Tras su enfriamiento, adquiere la geometría final deseada.
Mecanizado:
En el mecanizado, la forma de la pieza es aportada mediante una herramienta de corte (fresa o cuchilla), la cual está fija o en movimiento respecto a las piezas, según el procedimiento de mecanizado empleado.
Laminación:
Técnica consistente en modificar la sección de una pieza, con fuerzas de compresión generadas al pasar el material por cilindros rotativos, que giran a igual velocidad tangencial.
De esta manera se obtienen laminas o chapas de diferentes espesores, que servirán como producto preformado para otras aplicaciones como las operaciones de estampación o embutición.
Generalmente, tras finalizar el proceso de laminación, las chapas son endurecidas mediante un proceso térmico, denominado termofraguado, donde las piezas son calentadas a una temperatura en torno a 200º C, durante 30 minutos. De esta manera, se mejora el limite elástico y la resistencia a la tracción.
Soldadura
Los procedimientos de soldeo en aluminio pueden ser al arco eléctrico, bajo atmósfera inerte que puede ser argón, helio, por puntos o por fricción.
- Hay dos técnicas de soldadura al arco de un lado la soldadura al arco bajo atmósfera inerte con electrodo refractario o procedimiento TIG y de otro lado la soldadura al arco bajo atmósfera inerte con electrodo consumible o procedimiento MIG.
Soldadura de aluminio por fricción
La soldadura por fricción es un proceso de penetración completa en fase sólida, que se utiliza para unir chapas de metal, principalmente de aluminio, sin alcanzar su punto de fusión. El método está basado en el principio de obtener temperaturas suficientemente altas para forjar dos componentes de aluminio, utilizando una herramienta giratoria que se desplaza a lo largo de una unión a tope. Al enfriarse deja una unión en fase sólida entre las dos piezas. La soldadura por fricción, puede ser utilizada para unir chapas de aluminio sin material de aportación. Se consiguen soldaduras de alta calidad e integridad con muy baja distorsión, en muchos tipos de aleaciones de aluminio, incluso aquellas consideradas de difícil soldadura por métodos de fusión convencionales.
El aluminio es un material muy versatil pero a la vez caro de obtener y debido a las mejoras que se han hecho en los acero para igualar sus propiedades seguira estando como un material "de lujo para los automobiles" ya que el acero es mas barato y facil de reparar.
Suscribirse a:
Entradas (Atom)